Поршневые компрессоры и водородная экономика
В данной статье описываются «новые» области применения, включая обобщение рабочих условий и требований к компрессорам, а также некоторые рассматриваемые проекты.
Статья была первоначально опубликована на 13-й конференции EFRC Беном Уильямсом, специалистом по продажам нефтехимического оборудования и развитию рынка.
13-я конференция EFRC 19–21 сентября 2023 г., Загреб, Хорватия
Краткое содержание:
Глобальный толчок к декарбонизации и сокращению выбросов парниковых газов (GHG) потребует значительного количества водорода. Зеленый водород (водород, производимый путем электролиза воды с использованием только возобновляемых источников энергии, таких как ветер и солнечная энергия), воспринимается некоторыми как лучший источник водорода, необходимый для достижения текущих целей декарбонизации. Хотя это может быть, а может и не быть правдой, увеличение производства водорода потребует дополнительных компрессоров для сжатия водорода. В то время как для водорода используются несколько типов компрессоров, в этой статье основное внимание будет уделено поршневым компрессорам.
Поршневые компрессоры годами используются для сжатия водорода, в основном в нефтеперерабатывающей и нефтехимической отраслях. В последнее время компании пытаются определить, что требуется для энергетического перехода и как они могут принять в нем участие. Компании разработали несколько «новых» технологий применения водорода. Эти новые области применения, такие как хранение водорода, водородная мобильность и смешивание водорода (с природным газом), будут иметь другие требования к сжатию водорода, чем типичные для нефтеперерабатывающих и нефтехимических производств.
В данной статье описываются «новые» области применения, включая обобщение рабочих условий и требований к компрессорам, а также некоторые рассматриваемые проекты. Это могут быть комплексные области применения, и поэтому некоторые пользователи готовы работать за пределами типовых эксплуатационных пределов водорода, которые использовались в течение многих лет в нефтеперерабатывающей и нефтехимической отраслях.
Чистота газа имеет решающее значение для применения водорода, поэтому большинство из используемых компрессоров бессмазочные.В бессмазочных компрессорах для смазки цилиндров не используется масло, а обычно применяются«самосмазывающиеся» материалы. Конструкцию компрессора будет определять решение о применении смазываемых или бессмазочных цилиндров вместе с источником водорода, будь то из щелочного электролизера или электролизера с PEM.
Если все пойдет так, как ожидается, водородная экономика станет возможностью для поршневых компрессоров проявить себя, и нам всем стоит с нетерпением ждать развития событий.
1. Введение
Поршневые компрессоры как со смазываемыми, так и c бессмазочными цилиндрами (если они соответствуют пределам давления нагнетания, установленным OEM) десятилетиями использовались в системах с водородом, в первую очередь в нефтеперерабатывающей, нефтехимической и газовой промышленности. Среди многих областей применения водорода, типичных для этих отраслей, — производство водорода, синтетический газ, десульфуризация (подпитка и рециркуляция H2) и сжатие остаточного газа. Другие нетрадиционные области применения водорода включают транспортировку водорода по трубопроводам и его хранение.
Правительства во всем мире устанавливают требования в отношении цели сокращения выбросов углерода до «чистого нуля». Водород считается ключевым фактором этого «энергетического перехода», и термин «водородная экономика» снова стал использоваться повсеместно. (Термин «водородная экономика» был впервые использован в 1970-х годах Джоном Бокрисом.1) Для достижения целей декарбонизации потребуются значительные объемы водорода и его сжатия
Зеленый водород является ключевым аспектом энергетического перехода. Производство водорода с использованием электролиза, питаемое возобновляемыми источниками энергии (такими как ветер и солнечная энергия), по мнению многих, является единственным способом достижения цели по нулевому уровню выбросов углерода. Это еще предстоит выяснить.
Области применения возобновляемого водорода будут включать упомянутые выше, а также водородное топливо. Выбор компрессоров, используемых для этих целей, будут зависеть от источника возобновляемого водорода, будь то щелочной электролизер, электролизер с PEM или трейлер для перевозки баллонов.
Конструкция компрессоров также будет определяться тем, применяет ли конечный пользователь традиционные эксплуатационные пределы API 618 и ISO 13707 или же он хочет «растянуть» эти пределы, чтобы снизить первоначальную стоимость компрессора или общую стоимость владения (TCO).
Целью данной статьи является обсуждение конструктивных особенностей поршневых компрессоров для сжатия водорода как в «традиционных» областях применения, так и при применении с возобновляемыми источниками энергии, типичных условий эксплуатации для обоих вариантов, а также того, как ожидания и эксплуатационные ограничения могут различаться в этих двух вариантах.
2. Применение водорода
В данном разделе обсуждаются типичные области применения водорода, а также некоторые «новые» области применения, которые рассматриваются как часть процесса перехода к новым видам энергии.
Хотя почти половина водорода, производимого сегодня, используется для производства аммиака (NH3), сжатие аммиака носит очень специализированный характер и в настоящем документе не рассматривается, за исключением того, что жидкий аммиак является одним из многочисленных способов транспортировки водорода, рассматриваемых в настоящее время.
2.1 Производство водорода
Водород является наиболее распространенным элементом во Вселенной, но из-за его уровня реакционной способности и химических свойств водород в основном встречается в составе соединений. Первичные соединения, содержащие водород, включают воду и углеводороды. Существует несколько процессов, используемых для отделения водорода от этих соединений, включая риформинг метана паром и электролиз.
2.1.1 Риформинг метана паром
Приблизительно 95% производимого сегодня водорода образуется в результате риформинга природного газа в ходе процесса риформинга метана паром (SMR). При взаимодействии природного газа с паром при высоких температурах (примерно 600–1000°C) образуются водород и оксид углерода (CO). После реакции конверсии оксид углерода и вода образуют водород и диоксид углерода. (CO2).
Водород SMR направляется в систему короткоциклового адсорбера (PSA), которая очищает водород. Типовой водород PSA имеет чистоту 99.9999%. Чистый водород из PSA направляется в компрессор для сжатия водорода под давлением нагнетания около 34–100 бар в зависимости от конструкции установки.
Поскольку в процессе риформинга метана паром образуется CO2, получаемый водород иногда называют «серым водородом». Если в процесс включено улавливание CO2, некоторые называют получаемый водород «голубым водородом».
Установка риформинга метана паром, расположенная недалеко от Чикаго (штат Иллинойс, США), показана на рис. 1.
Процесс риформинга метана паром включает несколько газовых потоков, каждый из которых может потребовать сжатия. К ним относятся подача природного газа, топливный газ, водородный продукт (с выхода PSA) и остаточный газ.
2.1.2 Электролиз
Электролиз — это процесс разделения воды на водород и кислород с помощью электричества. Если электроэнергия, используемая электролизером, поступает из возобновляемых источников, таких как ветер или солнечная энергия, то производимый водород считается «зеленым водородом».
Существует несколько типов электролизеров, включая щелочные, с протонообменными мембранами (PEM) и твердооксидные. Наиболее часто обсуждаемыми и рассматриваемыми здесь типами являются щелочные электролизеры и электролизеры с PEM. Процесс производства электролизера оказывает значительное влияние на выбор компрессора для сжатия водорода.
Процесс щелочного электролиза был открыт более 200 лет назад. Основной процесс включает анод и катод с ионами гидроксида (ОН–), проходящими от катода к аноду через электролитический раствор, например гидроксид калия. Водород образуется со стороны катода, а кислород — со стороны анода. На рис. 2 показан основной принцип работы щелочного электролизера.
Типичный щелочной электролизер производит водород под атмосферным давлением или немного выше (1.01 бар абс.). И наоборот, электролизер с протонообменной мембраной (PEM) может иметь давление нагнетания 8–30 бар абс.
При электролизе с PEM используются анод, катод и мембрана в качестве электролита. Вода «расщепляется» на стороне анода, и ионы водорода проходят через мембрану к стороне катода. На рис. 3 показана схема процесса электролиза с PEM.
Давление нагнетания, создаваемое электролизером, определяет давление всасывания в системе сжатия. При определенных условиях водород, полученный из электролизера PEM, потребует значительно меньшего количества ступеней, чем водород из щелочного электролизера.
В следующем примере показано, как процесс электролизера влияет на конструкцию компрессора, когда требуются давление нагнетания 200 бар абс. и производительность 50 кг/ч.
С помощью программного обеспечения для поршневых компрессоров OEM для выбора компрессора на основе вышеупомянутых параметров и предотвращения превышения предела температуры нагнетания по стандарту API 618 в 135°C (275°F) были выбраны указанные ниже конструкции компрессоров. Они основаны на линейке продукции одного из производителей поршневых компрессоров.
- Щелочной электролизер — давление на выходе электролизера 1.01 бар абс.
Требуется шестирядный компрессор с восемью ступенями сжатия. Требуется 129 кВт. (См. рис. 4.)
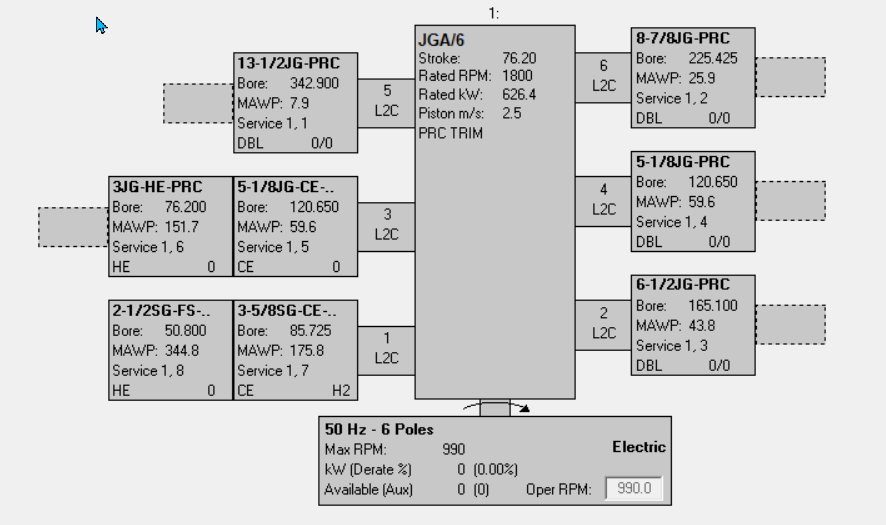 Рис. 4. Выбор шестирядного компрессора с восемью ступенями5
Рис. 4. Выбор шестирядного компрессора с восемью ступенями5
- Электролизер с PEM — давление на выходе электролизера 25 бар абс.
Требуется двухрядный компрессор с тремя ступенями сжатия. Требуется 54 кВт. (См. рис. 5.)
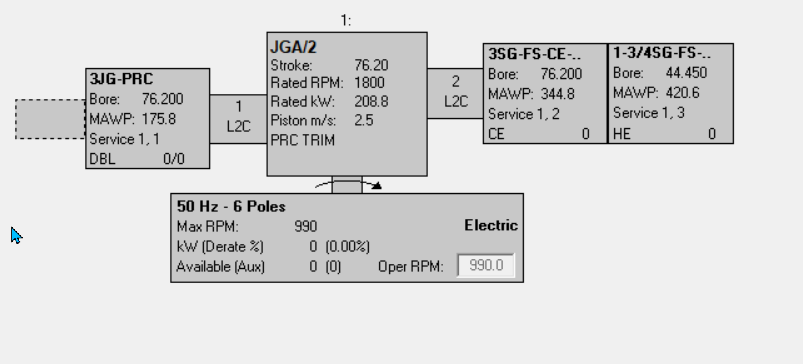 Рис. 5. Выбор двухрядного компрессора с тремя ступенями6
Рис. 5. Выбор двухрядного компрессора с тремя ступенями6
Низкое давление нагнетания щелочного электролизера часто требует использования цилиндров большего диаметра, чтобы соответствовать требованиям к производительности в данной области применения. В зависимости от области применения для достижения требуемого давления нагнетания может потребоваться конфигурация из нескольких компрессоров. Это зависит от размера цилиндров, ограничений хода компрессора и нагрузки на штоки, а также количества доступных рядов коленчатого вала компрессора. Количество рядов зависит от производителя и варьирует от одного до десяти.
Как видите, тип используемого электролизера существенно влияет на выбор компрессора.
2.2. Десульфуризация водорода
Наиболее распространенным применением водорода на нефтеперерабатывающих заводах является десульфуризация топлива. На рис. 6 показана схема процесса десульфуризации.
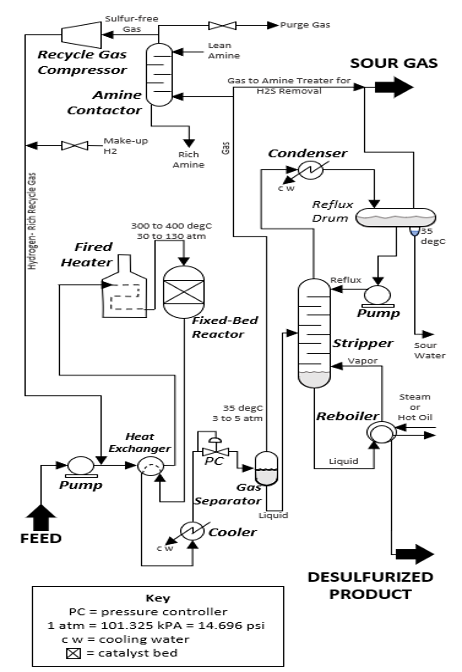 Рис. 6. Процесс десульфуризации жидкого топлива7
Рис. 6. Процесс десульфуризации жидкого топлива7
Сера удаляется из жидкого топлива путем ее взаимодействия с водородом в каталитических сосудах при высоких температурах и давлениях. В ходе этого процесса получают топливо с низким или сверхнизким содержанием серы. Богатый серой газ направляется к аминовому контактору, который удаляет основную часть серы. «Очищенный» поток рециркуляции сжимается, в систему добавляется подпиточный водород, и процесс десульфуризации продолжается. Два водородных потока, задействованных в этом процессе, а именно, потоки подпитки и рециркуляции водорода, могут быть реализованы с помощью отдельных компрессоров или в виде многофункционального компрессора, где каждый поток независим от другого.
Как правило, давление нагнетания для подпитки водорода и рециркуляции одинаково, однако фактические условия зависят от используемой лицензии на процесс и размера нефтеперерабатывающего завода.
В настоящее время рассматривается возможность использования нескольких установок, работающих на возобновляемом водородном топливе, и хотя они могут быть и менее масштабными, эти установки потребуют аналогичных процессов десульфуризации и, следовательно, сжатия водорода.
2.3 Хранение водорода
Водород обычно хранится в резервуарах, сосудах или подземных солевых пещерах. В настоящее время в мире действуют четыре подземных хранилища водорода (UHS): три в США и одно в Великобритании. Установки в США используются для дополнения подачи водорода на нефтехимический завод и в трубопроводы промышленного газа для производства водорода. На объекте в Великобритании хранится водород для использования турбогенератором в периоды пиковой потребности в электроэнергии. На рис. 7 показан поршневой компрессор на установке UHS в Техасе (США).
В настоящее время рассматривается ряд экспериментальных проектов, связанных с подземным хранением водорода.
Существующие подземные хранилища водорода работают при давлении 45–200 бар абс. Были получены запросы о применении подземных хранилищ водорода с давлением до 350 бар абс. В большинстве компрессоров, используемых для хранения водорода при данных давлениях, используются смазываемые цилиндры. Обычно давление нагнетания в бессмазочных компрессорах будет ниже.
Водород также хранится и транспортируется в трейлерах для перевозки баллонов. Это было относительно обычным явлением в течение многих лет; тем не менее, использование трейлеров для перевозки баллонов, вероятно, увеличится для транспортировки возобновляемого водорода с места его производства туда, где он необходим. Эта область применения также называется «виртуальным трубопроводом»
Давление хранения водорода в трейлерах зависит от типа используемых баллонов. На рис. 8 показана типовая компоновка трейлера для перевозки баллонов с водородом.
Трейлеры для перевозки баллонов с водородом классифицируются на основе материалов конструкции и давления хранения.10
Более ранние трейлеры со стальными баллонами типа I (типа 1) отличаются простой конструкцией и имеют максимальное давление менее 200 бар абс, но более новые водородные баллоны типа IV (типа 4) изготовлены из композитных материалов и обернуты углеродным волокном. Предполагается, что эти более легкие баллоны будут использоваться для рынка водородной мобильности, а трейлеры для перевозки баллонов будут рассчитаны на давление более 500 бар абс.
Компрессоры нужны для заполнения трейлеров для перевозки баллонов и сжатия подаваемого из трейлера газа до требуемого давления заправки водородом.
2.4. Применение газопроводов для транспортировки водорода
В настоящее время в мире эксплуатируется более 5000 км газопроводов для транспортировки водорода; примерно 2600 км находятся в СШАмерики и 2000 км — в Европе.9 Газопроводы для перекачки водорода работают при давлении 45–100 бар абс.
В рамках европейского проекта по созданию магистральной линии транспортировки водорода (www.EHB.eu) по-прежнему планируется добавить дополнительную инфраструктуру возобновляемых источников водорода, включая трубопроводы и хранилища, для целей декарбонизации. Этот процесс будет включать строительство новых газопроводов для транспортировки водорода и по возможности переоборудование существующих трубопроводов для природного газа в водородные.
Еще одна область применения трубопроводов, которая привлекла довольно много внимания, в первую очередь в Северной Америке, — это смешивание водорода с природным газом в существующих трубопроводах. Основной причиной для этого является стремление к сокращению выбросов парниковых газов (GHG).
Количество водорода, которое может быть добавлено в работающий трубопровод природного газа, еще находится в стадии определения. Хотя в некоторых запросах может упоминаться смешивание водорода в концентрациях 50% или более с существующим потоком природного газа, большинство проектов реализуются с добавлением водорода в объеме менее 20%.
Что касается поршневых компрессоров, используемых для смешивания водорода, то любой новый компрессор будет проектироваться специально для работы с водородом. При этом существующие компрессоры для транспортировки природного газа, используемые в областях применения с добавлением водорода, должны быть пригодны для работы с газом, имеющим меньшую молярную массу.
Ниже приведен пример воздействия на существующий смазываемый компрессор трубопровода природного газа (рис. 9), когда с газовым потоком смешивается 30% водорода (рис. 10). Для простоты предположили прямую замену водородом метана из исходного состава газа.
Существующий компрессор
30% водорода смешивается с газовым потоком (30% метана удаляется)
Как и ожидалось, теперь газ легче, а массовый расход уменьшается. Кроме того, отношение удельной теплоемкости («значение n») увеличилось, поэтому температура нагнетания также увеличилась.
В данном примере клапаны компрессора должны быть проверены, чтобы определить, подходят ли они по-прежнему для более легкого газа. Что касается самого компрессора, никаких изменений материалов не потребуется, однако компрессорную систему (агрегат) следует оценить, чтобы определить, подходят ли компоненты системы для более легкого газа. Более легкий газ также может иметь влияние на пульсацию газа. Необходимо провести новое исследование пульсаций, чтобы убедиться в отсутствии необходимости изменений в трубопроводах и емкостях.
2.5 Водородное топливо
По данным Международного энергетического агентства (МЭА), в настоящее время на дорогах эксплуатируется 56 000 электрических транспортных средств на водородных топливных элементах (FCEV). Эти транспортные средства требуют заправки водородом. На рис. 11 представлена диаграмма за 2021 год, на которой распределение электрических транспортных средств, работающих на водородных топливных элементах, сравнивается с количеством доступных водородных заправочных станций.
Поиск в Интернете показывает ряд сообщений, которые были написаны о будущем работающих на водороде FCEV, и большинство из них прогнозируют резкое увеличение количества подобных транспортных средств. Одно из таких исследований, проведенное компанией Precedence Research (https://www.precedenceresearch.com/hydrogen-fuel-cells-market), прогнозирует, что к 2030 году рынок работающих на водороде FCEV составит более 130 млрд долларов США. Для этого потребуется строительство большого количества водородных заправочных станций.
Давление заправки водородом будет различаться в зависимости от производителя или области применения, будь то легковые автомобили, малотоннажные грузовики, автобусы или магистральные грузовики. Типовое давление колеблется в пределах 350–1000 бар.
Хотя существуют заправочные станции, использующие смазываемые компрессоры с каплеуловительными системами или системами удаления масла после компрессора, компрессоры для заправки водородом обычно являются бессмазочными. Бессмазочное исполнение означает, что масло подается только в ходовую часть. Смазочное масло не подается ни к цилиндрам, ни к сальникам. Это необходимо для предотвращения загрязнения топливных элементов автомобиля. В соответствии со стандартом ISO 14687 («Качество водородного топлива — спецификация продукции») типовая требуемая чистота водорода для заправочной колонки H2 составляет 99.97%.
В зависимости от необходимого объема водорода и требуемого давления нагнетания нередко используется бессмазочный поршневой компрессор, подающий масло к диафрагменному компрессору или напорному гидроусилителю. Разрабатываются поршневые компрессорные системы, которые будут достигать более высоких давлений с использованием бессмазочных компрессорных цилиндров.
Стандарты проектирования компрессоров для заправки водородом, а также других компрессоров, работающих с возобновляемым водородом, подробно описаны в следующем разделе.
3. Сравнение компрессоров для сжатия водорода, работающих с традиционным и возобновляемым водородом
Стандарты API 618 и ISO 13707 являются наиболее часто упоминаемыми стандартами для компрессоров для сжатия водорода, используемых в нефтеперерабатывающей, нефтехимической промышленности и отрасли промышленного газа. Эти стандарты представляют собой рекомендации для компрессоров и компонентов систем по достижению трех лет бесперебойной работы и срока службы 20 лет.
Из-за схожести областей применения ожидается, что для компрессоров, используемых в сфере возобновляемых источников водорода, потребуется соответствие стандарту API 618 или ISO 13707. Однако, судя по поступающим запросам относительно компрессоров для сжатия возобновляемого водорода, это наблюдается не всегда. В большом числе случаев мы видели заказчиков, которые готовы отказаться от соблюдения этих стандартов и не требуют более длительного времени работы.
3.1 Увеличение времени работы
К числу основных конструктивных особенностей, описанных в стандартах API 618 и ISO 13707 и способствующих увеличению времени работы компрессора, относятся следующие:
Скорость поршня — скорость поршня влияет на неметаллические изнашиваемые детали, подвергающиеся трению, например поршневые кольца, опорные кольца и сальник. Более низкие скорости поршней обеспечивают более длительный срок службы неметаллических изнашиваемых деталей.
Температура нагнетания — максимальная температура нагнетания для установок, богатых водородом, составляет 135°C (275°F). Типовые изнашиваемые детали на основе TFE подходят для работы при температуре до 175°C (350°F). Чем ниже температура нагнетания, тем это лучше для срока службы неметаллических изнашиваемых деталей. Вязкость масла выше при более низких температурах нагнетания; по мере роста температуры вязкость масла уменьшается.
Нагрузка на опорные кольца — нагрузка на опорные кольца представляет собой силу (нагрузку на опору), возникающую из-за массы поршня и половины массы поршневого штока, разделенных на спроецированную площадь 120-градусной дуги опорных колец. Стандарты API 618 и ISO 13707 ограничивают этот параметр величиной 0.035 Н/мм2 (5 PSI) для бессмазочных агрегатов и 0.070 Н/мм2 (10 PSI) для смазываемых цилиндров. Уменьшение нагрузки на опорные кольца приводит к увеличению срока службы изнашиваемых деталей.
Смазка цилиндров — очень важно правильно выбрать тип и количество смазочного масла, основываясь на составе газа и условиях эксплуатации компрессора. Также важно помнить, что не всегда чем больше масла, тем лучше. В системах смазки цилиндров обычно используются распределительные блоки, раздельная подача смазки в каждую точку или их комбинация.
ПРИМЕЧАНИЕ. Бессмазочные цилиндры также используются в этих «традиционных» сферах применения водорода, где это применимо.
3.2 Другая точка зрения
Как было упомянуто выше, на основании запросов, полученных в отношении применения возобновляемого водорода, не всегда требуется соблюдение стандартов API 618 или ISO 13707. Во многих случаях конечные пользователи не являются типичными заказчиками технологических компрессоров, и они готовы применять новый подход к этим областям применения.
При таком новом подходе к компрессорам для сжатия возобновляемого водорода конструкция может включать следующее:
Бессмазочные цилиндры — многие компрессоры для сжатия возобновляемого водорода являются бессмазочными, поэтому от них не ожидается 3 года бесперебойной работы. Компрессоры для заправки водородом обычно бессмазочные. При обсуждении текущих моделей компрессоров для заправки водородом, будь то поршневые, диафрагменные, гидравлические или комбинированные, с несколькими конечными пользователями, ожидаемый срок службы изнашиваемых деталей составит менее года.
Более высокая температура нагнетания — эти заказчики часто готовы принять температуру нагнетания выше предела 135°C (275°F), установленного в стандарте API 618. Ограничение по стандарту API 618 было установлено несколько лет назад. Его цель — достичь срока бесперебойной работы три года.Интересно отметить, что в смазываемом компрессоре для сжатия водорода неметаллические изнашиваемые детали (поршневые кольца, сальник и опорные кольца) часто используются в качестве материалов, аналогичных используемым для других смазываемых компрессоров в различных областях применения, на которые ограничение в 135°C (275°F) не распространяется.Большинство неметаллических материалов пригодны для применения в условиях температур до 175°C (350°F). Чтобы проиллюстрировать положение о температуре нагнетания, используя условия щелочного электролизера, показанные ранее в этом документе: если бы температура нагнетания могла превышать предел, установленный в стандарте API 618, но оставаться ниже 150°C (300°F), потребовалось бы всего семь ступеней вместо восьми. Это снижает капитальные затраты (CAPEX) на компрессорную систему. Это в сочетании с стоимостью эксплуатации (OPEX) определяет совокупную стоимость владения (TCO), которая часто является определяющим фактором при выборе компрессора.
Более высокая скорость вращения — приводит к тому, что цилиндры становятся меньше. Это уменьшает размер компрессорной установки или системы. Следует обратить внимание на конструкцию клапанов компрессора с более высокими скоростями вращения. Скорость вращения и ход клапана влияют на скорость соударения уплотняющих элементов клапана.
Важно отметить, что в тех случаях, когда соблюдение стандарта API 618 или ISO 13707 не требуется, безопасность не нарушается. Безопасность всегда имеет первостепенное значение независимо от сферы применения поршневого компрессора. Примером этого являются компрессорные системы заправки водородом.
В настоящее время основным стандартом, используемым для компрессорных систем заправки водородом, является Кодекс водородных технологий Национального стандарта пожарной безопасности (NFPA) 2. Этот стандарт разработан с целью обеспечения правил безопасности при производстве, установке, хранении, прокладке трубопроводов и обращении с газообразным и жидким водородом.8 По крайней мере одна организация, ISO, находится в процессе разработки стандарта для заправки водородом, включающего раздел, посвященный компрессорам для заправки водородом.
4. Заключение
Хотя глобальная декарбонизация получила всеобщее признание, существуют вопросы о сроках и наличии ресурсов, чтобы довести дело до конца. Водородную экономику предсказывали и раньше, но дальше предсказаний дело не пошло. На этот раз отличие заключается в том, что правительства приняли стратегии и предписания по водороду для выполнения инициатив о достижении нулевых выбросов углерода к 2050 году или даже раньше в некоторых случаях. Много денег тратится на новую и существующую инфраструктуру, позволяющую транспортировать водород из возобновляемого источника к месту использования. В связи с этим возникнет необходимость в сжатии водорода.
Компрессоры, необходимые для производства возобновляемого водорода, возможно, не являются типичными нефтеперерабатывающими или нефтехимическими компрессорами для сжатия водорода, которые использовались в прошлом. Конечные пользователи решат, могут ли они использовать менее консервативные конструктивные особенности (например, более высокие температуры и скорости) для снижения общей стоимости владения. Каким бы ни было их решение, можно ожидать увеличения спроса на водород и компрессоры для сжатия водорода по мере того, как мы движемся к цели глобальной декарбонизации.
5. Выражение признательности
Автор выражает особую благодарность г-же Кейли Р. Косс (инженеру-технологу Ariel Corporation) за помощь в рецензировании и редактировании этого документа.
Литература
U. Bardi, «A concise history of the concept of "Hydrogen Economy"». Resilience, 21 мая 2021 г. https://www.resilience.org/stories/2021-05-21/a-concise-history-of-the-concept-of-hydrogen-economy/ (по состоянию на 13 марта 2023 г.).
Установка риформинга метана на объекте недалеко от Чикаго (штат Иллинойс, США). Ariel Corporation [фотография].
N. Ironside, «Electrolysis: The Backbone of the Green Transition». COWI, 28 апреля 2022 г. https://www.cowi.com/insights/electrolysis-the-backbone-of-the-green-transition (по состоянию на 13 марта 2023 г.).
N. Ironside, «Electrolysis: The Backbone of the Green Transition». COWI, 28 апреля 2022 г. https://www.cowi.com/insights/electrolysis-the-backbone-of-the-green-transition (по состоянию на 13 марта 2023 г.).
Программа подбора компрессоров Ariel
Программа подбора компрессоров Ariel
The Role of Hydrogen in Removing Sulfur from Liquid Fuels. Praxair (теперь Linde), 1 марта 2017 г. [В Интернете] Доступно: https://www.linde.com/-/media/linde/merger/documents/sustainable-development/the-role-of-hydrogen-in-removing-sulfur-from-liquid-fuels-w-disclaimer-r1.pdf?la=en#:~:text=Hydrogen%20is%20a%20proven%20solution,tons%20per%20year%20of%20SO2. (по состоянию на 13 марта 2023 г.)
Поршневая компрессорная установка в подземном хранилище водорода в Техасе (США). Ariel Corporation [фотография].
«Hydrogen Tank – FAQ Guide». Hyfinder, 15 января 2023 г. https://hyfindr.com/hydrogen-tank/ (по состоянию на 13 марта 2023 г.).
Трейлер для перевозки водородных баллонов. https://www.energy.gov/eere/fuelcells/hydrogen-tube-trailers
Программа подбора компрессоров Ariel
Программа подбора компрессоров Ariel
J. M. Bermudez, S. Evangelopoulou, F. Pavan. «Hydrogen Supply». IEA, сентябрь 2022 г. https://www.iea.org/reports/hydrogen-supply (по состоянию на 13 марта 2023 г.).
NFPA Hydrogen Technologies Code, National Fire Protection Association, 2023. [В Интернете] Доступно: https://www.nfpa.org/codes-and-standards/all-codes-and-standards/list-of-codes-and-standards/detail?code=2 (по состоянию на 13 марта 2023 г.).